- fiberglassnicole@gmail.com
- +86-13933702587

Fiberglass Products For Thermoplastics



Fiberglass Products For Thermoplastics
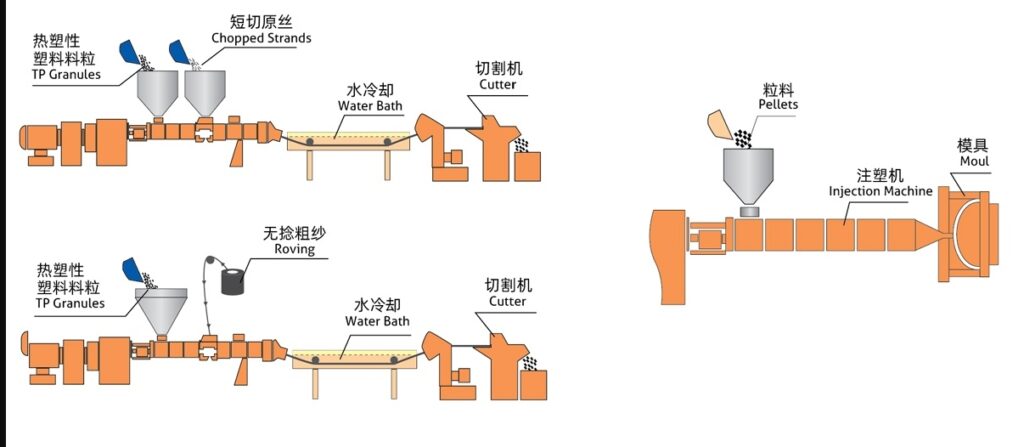
Extrusion and Injection Processes
The reinforcements (glass fiber roving or chopped strands) andthermoplastic resin are mixed in an extruder. After cooling, they arechopped into reinforced thermoplastic pellets. The pellets are fedinto an injection molding machine to form finished parts.
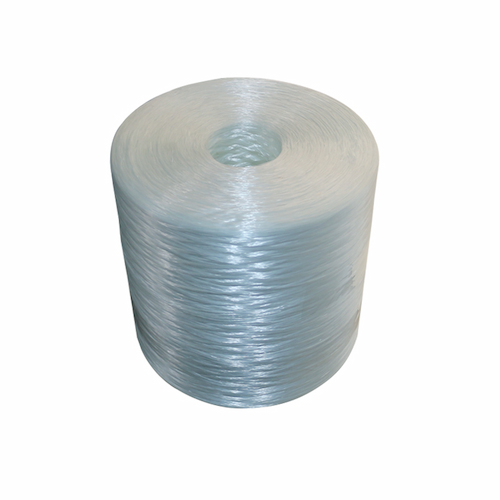
Coated with silane-based agents
Coated with silane-based agents, our glass rovings for thermoplastics are ideal optionsfor reinforcing many resin systems such as PA, PBT, PET, PP, ABS, AS and PC The rovings have excellent processability and dispersion, imparting outstanding physical and mechanical properties to the composite products.

E-glass chopped strands for thermoplastics
The E-glass chopped strands for thermoplastics are formulated with silane-based coupling agents and special sizing agents. They have good compatibility with matrix resins such as PA, PBT, PET, PP, AS, ABS, PC, PPS, m-PPO, LCP, etc., excellent bundling and fluidity, and good molding and processing properties, which can give composite materials excellent mechanical properties and surface conditions.
Product Model/Features
| Product Code | Product Features |
|---|---|
| 910A | Excellent Hydrolysis Resistance |
| 960A | High Performance, Low Hairiness |
| 988A | Standard Product, Fda Certified |
| 508A | Standard product |
| 508C | Excellent product color and hydrolysis resistance |
| 508S | Excellent mechanical properties and good disperslon |
| 510 | Standard product, high mechanical properties |
| 510C | Excellent high temperature resistance |
| 510H | Super high impact properties, glass loading below 15 wt.% |
| 534A | Standard product |
| 534H | Excellent hydrolysis resistance |
| 534T | High mechanical properties, excellent high temperature resistance, good dispersion |
| 540H | Standard product, excellent hydrolysis resistance |
| 560A | General product, suitable for PA6 and PA66 |
| 568H | Excellent glycol resistance and fatigue properties |
| 568HD | Excellent high temperature resistance, good dispersio |
| 584 | Standard product |
| 584A | Excellent hydrolysis resistance |
| EMG13-125C | Compatible with all resins, high strength and easy dispersion |
End-Use Markets
(Automotive/Consumer Goods and Bussiness Equipment/Sports and Leisure/Electrical and Electronics/Building and Construction/Infrastructure)




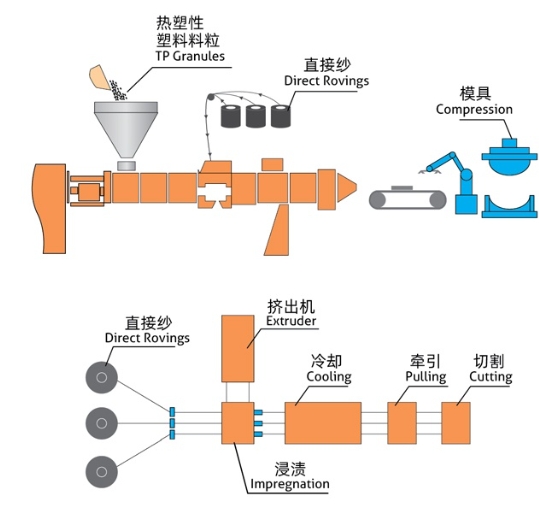
LFT Process
LFT-D
Polymer pellets and glass roving are all introduced into a twin-screw extruder where the polymer is melted and compoundis formed, Then the molten compound is directly molded into the final parts by injection or compression molding process.
LFT-G
The thermoplastic polymer is heated to a molten phase and pumped into the die-head. The continuous roving is pulled through a dispersion die to ensure the glass fiber and polymer impregrated fully and to get consolidated rods. After cooling, the rod is chopped into reinforced pellets.

Direct Roving for LFT
Direct Rovings for LFT are coated with a silane-based sizing and compatible wih PP, PA, TPU and PET resins.
Product Model/Features
| Product Code | Product Features |
|---|---|
| 352B | Excellent processing and mechanical properties |
| 362H | High mechanical properties, suitable for high pretension system |
| 362J | Good dispersion,suitable for low pretension system |
End-Use Markets
(Automotive/household appliances/Building)


GMT Process
Generally two layers of reinforcing mat are sandwiched betweenthree layers of polypropylene, which is then heated and consolidatedinto a semi-finished sheet product. The semi-finished sheets are thenheated and molded by stamping or compression process to makecomplex finished parts.


Alkali free fiberglass roving for GMT
GMT non alkali glass fiber roving is made of special sizing agent, which has good compatibility with modified PP resin, moderate fiber stifness, excellent band forming anddispersion, and can give the composite excellent mechanical and electrical properties.
Product Model/Features
| Product Code | Product Features |
|---|---|
| 360A | Direct roving for GMT-UD, excellent weaving property |
| 360H | Direct roving for GMT, good dispersion |
| 522 | Assembled roving for GMT-RD, excellent choppability |
End-Use Markets
(Building materials/Automobiles/Trucks)




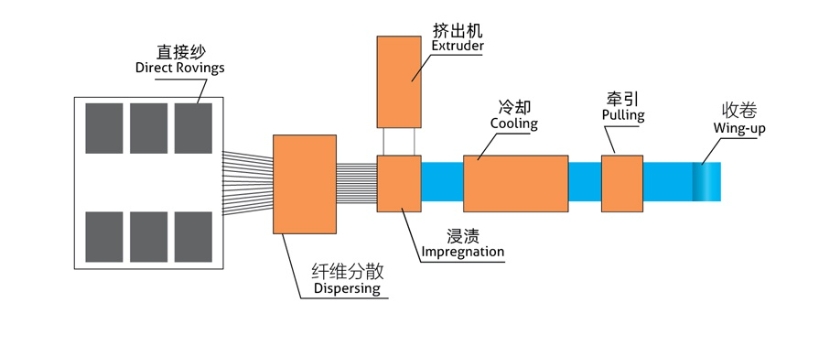
CFRT Process
A molten mixture of polymer resin and additives is obtained through anextruder. The continuous filament roving is dispersed and impregnatedby pulling through the molten mixture. After cooling, curing and coiling.the final material is formed.

Direct Roving for CFRT
Direct Rovings for CFRT are compatible with modified PP and PE resins and have excellent mechanical properties.
Product Model/Features
| Product Code | Product Features |
|---|---|
| 362A | Good dispersion and excellent mechanical properties |
End-Use Markets
(Automotive/Building and Construction/Sports and Leisure)


